Q&A
溶接欠陥にはどのようなものがありますか?また,欠陥を防ぐ方法や欠陥部の補修方法について教えて下さい。
溶接欠陥の種類と欠陥防止の留意点ならびに欠陥部の補修方法について説明します。
1. 溶接欠陥の種類
溶接欠陥は, ①内部欠陥と②表面欠陥に大別することができます。主な内面欠陥と表面欠陥は, 以下のとおりです。なお, 主な欠陥の概要を図-1に, 欠陥部の検出試験方法を図-2
にそれぞれ示します。
(1) 内部欠陥の種類
- ブローホール(溶接金属内にガスが残留したため、空洞が生じたもの)
- スラグ巻込(スラグが溶接金属内に残留したもの)
- 融合不良(溶接金属と母材または溶接金属と溶接金属が融着していないもの)
- 溶込不良(溶接金属がルート面に達しなく、開先の一部がそのまま残ったもの)
- 割れ(応力・切欠き・溶接熱の影響等が重なり発生)
(2) 表面欠陥の種類
- 目違い過大
- 外観粗悪(過度な凹凸)
- のど厚不足
- ピット(ビードの表面に生じた小さなくぼみ穴)
- オーバーラップ(溶接金属が母材に融合しないで重なるもの)
- アンダーカット(母材の表面と溶接金属の表面と接する部分に生じる溝)
- 割れ(応力・切欠き・溶接熱の影響等が重なり発生)
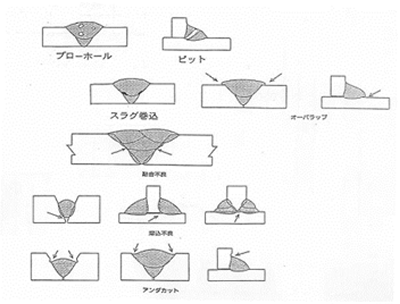
図-1 主な溶接欠陥の概要
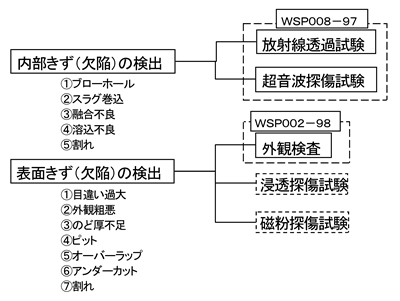
図-2 欠陥部検出試験
2. 欠陥防止の留意点
溶接欠陥を防止するためには, 以下に留意することが重要です。
(1) 作業条件に応じた溶接棒の選定および溶接棒の乾燥管理。
(2) 開先面および周辺の錆・土砂・ゴミ等を除去清掃。
(3) 溶接作業空間の確保(原則として管周から80㎝以上)。
3. 欠陥部の補修方法
溶接継手内に発見された有害な内部欠陥は, ガウジングで十分取除き, 本溶接と同様の方法で慎重に再溶接を行います。
有害なアンダーカット等の表面欠陥は, 本溶接と同種の溶接棒で肉盛りし, 母材にキズが生じないように注意してグラインダなどで仕上げを行います。